ГТЮФЫЩдкЫћЕФТлЮФжаЖдДХаѕФ§ЕФзїгУЛњРэНјааСЫВћЪіЃЌЫћШЯЮЊЃЌКЌДХаѕЭХЕФаЮГЩгыВЛКЌДХаѕЭХЕФаЮГЩЙ§ГЬвЛбљЃЌЖМЪЧдкЛьФ§МСЕФзїгУЯТЭъГЩЕФЁЃЖдДХЗлЕФζЕчЮЛЕФВтЪдНсЙћБэУїЃЌДХЗлБэУцГЪИКЕчадЃЈζ=-10.5 mVЃЉЁЃгЩДЫПЩвдЭЦЖЯЃЌКЌДХаѕЭХЕФаЮГЩОРњШчЯТЃКЪзЯШЃЌЛьФ§МСЫЎНтВњЩњЕФе§РызггЩгкЮќИНЕчжаКЭзїгУОлМЏгкДјИКЕчКЩЕФНКЬхПХСЃКЭДХЗлПХСЃжмЮЇЃЛШЛКѓЃЌгЩгкОВЕчГтСІЕФЯћЪЇЃЌНКЬхПХСЃгыДХЗлПХСЃжЎМфвдМАЫќУЧздЩэжЎМфЭЈЙ§ЗЖЕУЛЊв§СІГЄДѓЃЛзюКѓЃЌЭЈЙ§аѕФ§МСЕФМмЧХзїгУЃЌНјвЛВННЋФ§ОлЬхаѕФ§ГЩДѓаѕЭХЖјГСЕэЁЃгЩДЫПЩМћЃЌгаДХЗлВЮгыЕФДХаѕФ§ЗДгІгыУЛгаДХЗлВЮгыЕФаѕФ§ЗДгІУЛгаБОжЪЧјБ№ЃЌДХЗлгыЦфЫћЕФЯИЮЂаќИЁПХСЃвЛбљЃЌЛьФ§МСЕФзїгУЛњРэЖдЫќЭЌбљЦ№зїгУЃЌвбгаЕФЛьФ§РэТлЖдДХаѕФ§ЗДгІЭЌбљОпгажИЕМвтвхЃЌЫљгаЕФЧПЛЏЛьФ§ДыЪЉЖМНЋДйНјДХаѕФ§ЗДгІЕФНјааЁЃ
3 ДХЗлЕФЛиЪе
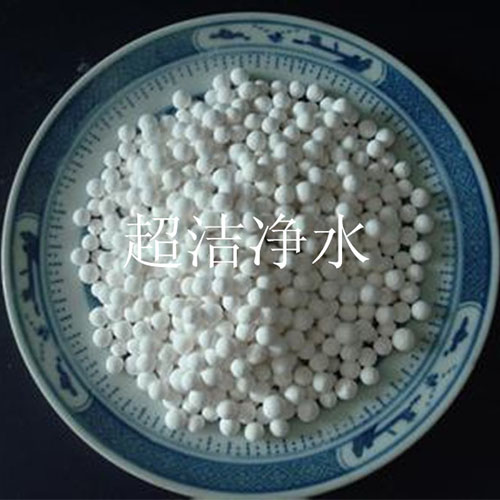
ДЋЭГЕФДХЗлЛиЪезАжУгаИёеЄаЭЁЂЙФаЭЁЂДјаЭЕШЃЌзюГЃгУЕФЮЊзЊЙФЪНЁЃЫќЕФжївЊВПЗжгЩЙЬЖЈЕФДХЯЕКЭдкДХЯЕЭтУцзЊЖЏЕФЗЧДХаддВЭВЙЙГЩЁЃДХЯЕЕФДХМЋМЋадбидВжмЗНЯђНЛЬцХХСаЃЌбижсЯђМЋадЕЅвЛЃЌДХЯЕАќНЧ106ЁЋ135 °[3]ЃЌдВЭАЪЧгУРДдЫди№ЄИНдкЦфБэУцЩЯЕФДХадЮяжЪЃЌЦфЙЄзїдРэШчЭМ1 ЫљЪОЁЃ

ЭМ1 зЊЙФЪНДХЗлЛиЪезАжУЙЄзїдРэЭМ
КЌгаДХЗлКЭЮлФрЕФЮлЫЎДгзЊЙФЕФвЛЖЫНјШыЗжРызАжУЃЌЙЬЖЈДХМЋНЋДХадПХСЃЮќГіВЂИНзХдкЙіЭВБэУцЃЌЫцзХЙіЭВЕФзЊЖЏЃЌБЛДјжСДХЯЕБпдЕЕФЕЭДХЧјЃЌВЂДгДХадЮяжЪГіПкаЖЯТЃЌЗЧДХадЮяжЪдђдкжиСІЕФзїгУЯТЃЌбиЗжРыВлСїжСЗЧДХадЮяжЪГіПкХХГіЃЌЭъГЩДХадЮяжЪКЭЗЧДХадЮяжЪЕФЗжРыЙ§ГЬЁЃ
4 ДХЛьФ§ГСЕэММЪѕЕФЙЄвеСїГЬМАЙЄвеВЮЪ§
2007 ФъФъЕзЃЌ10 000 t/d ЕФДХЛьФ§ГСЕэЪдбщзАжУдкББОЉЧхКгЮлЫЎДІРэГЇНјааСЫЮЊЦк2 ИідТЕФЪдбщЃЌШЁЕУСЫСМКУЕФаЇЙћЁЃЕк2 ФъЃЌдЫгУИУЯюММЪѕЕФ5 Эђt/d ЕФЪаеўЮлЫЎДІРэЯюФПдкИУГЇНЈГЩВЂЭЖШыдЫааЁЃБЪепНЋвдИУЙЄГЬЮЊР§ЃЌНщЩмДХЛьФ§ГСЕэММЪѕЕФЙЄвеСїГЬМАзюМбЙЄвеВЮЪ§ЕФШЗЖЈЁЃ
4. 1 ЙЄвеСїГЬ
ДХЛьФ§ГСЕэЙЄвеСїГЬМћЭМ2ЁЃ

ЭМ2 ДХЛьФ§ГСЕэЙЄвеСїГЬЭМ
ЮлЫЎОИёеЄГѕВНЗжРыКѓЃЌНјШыДІРэзАжУЕФ1 МЖЛьКЯГиЃЌЭЌЪБЯђ1 МЖЛьКЯГиЭЖМгЛьФ§МСMMS-AЃЌЖўепГфЗжЛьКЯКѓНјШы2 МЖЛьКЯГиЃЌдкДЫгыЛиЪеЕФДХЗлКЭЛиСїЮлФрЛьКЯаѕФ§ЃЌШЛКѓНјШы3 МЖЛьКЯГиЃЌгыдкДЫМгШыЕФжњФ§МСMMS-M НјааЗДгІЃЌЩњГЩНЯДѓЕФаѕЬхПХСЃЃЌзюКѓНјШыГСЕэГиПьЫйГСНЕЃЌГіЫЎНјШыЯТвЛЕРДІРэЙЄађЁЃ
ОГСЕэГиГСЕэЯТРДЕФЮлФрЃЌВПЗжОЮлФрЛиСїБУЛиСїЕН2 МЖЛьКЯГиМЬајВЮгыЗДгІЃЌСэвЛВПЗждђОИпМєЧаЛњНјааЮлФрАўРыЃЌВЂНјШыДХЙФНјааДХЗлЛиЪеЃЌЛиЪеЕФДХЗлдйДЮНјШы2 МЖЛьКЯГиМЬајВЮгыЗДгІЃЌЪЃгрЮлФрдђНјШыКѓајЮлФрДІРэЯЕЭГЁЃМгвЉМфЕїХфКУЕФMMS-AКЭMMS-M ШмвКгЩМгвЉБУЪфЫЭжСИїМгвЉЕуЁЃMMS-AЭЖМгЕН1 МЖЛьКЯГиЁЃMMS-M ЭЖМгЕН3 МЖЛьКЯГиЁЃ
4. 2 зюМбЙЄвеВЮЪ§ЕФШЗЖЈ
дкЮлЫЎДІРэжаЃЌCODЁЂзмСзЁЂзЧЖШЪЧМИЯюзюГЃгУЕФжИБъЃЌЯТУцЮвУЧЭЈЙ§ЖдетМИЯюжИБъЕФВтЖЈЃЌЗжЮіДХЛьФ§ГСЕэЙЄвеЕФзюМбдЫааВЮЪ§ЁЃЪдбщжаЃЌдДЫЎЮЊЧхКгЮлЫЎДІРэГЇзмНјЫЎЁЃЯжНЋЛљБОЙЄвеЬѕМўМАВЮЪ§СагкБэ1ЁЃ
Бэ1 ЛљБОЙЄвеЬѕМўМАВЮЪ§
|
ЙЄвеЬѕМў |
НјЫЎCOD(mg/L) |
НјЫЎзмСзЃЈmg/LЃЉ |
НјЫЎзЧЖШ/NTU |
|
ВЮЪ§жЕ |
380ЁЋ520 |
4.5ЁЋ6.5 |
250ЁЋ450 |
|
ЙЄвеЬѕМў |
ЛьФ§МС |
жњФ§МС |
ДХЗл |
|
ВЮЪ§жЕ |
MMS-A |
MMS-M |
Fe3o4 |
|
ЙЄвеЬѕМў |
1МЖЛьКЯГи |
2МЖЛьКЯГи |
3МЖЛьКЯГи |
|
ЭЃСєЪБМф |
ЭЃСєЪБМф |
ЭЃСєЪБМф |
|
|
ВЮЪ§жЕ |
2min |
2min |
2min |
БЃГжЦфЫћЙЄПіВЛБфЗжБ№ЪдбщвдЯТ3 жжМгСЯЫГађЖдДХаѕФ§ЗДгІЕФгАЯьЁЃЂйЯШМгMMS-AЃЌдйМгШыДХЗлЃЌШЛКѓМгMMS-MЃЛЂкЭЌЪБМгШыДХЗлКЭMMS-AЃЌШЛКѓМгMMS-MЃЛЂлЯШМгMMS-AЃЌдйМгMMS-MЃЌзюКѓМгДХЗлЁЃЦфжаУПжжЮяСЯЕФЭЖМгМфИєЪБМфЮЊ2 minЁЃеыЖдвдЩЯ3 жжМгСЯЫГађЗжБ№ВтЪдЩЯЧхвКЕФзЧЖШЃЌНсЙћСагкБэ2ЁЃ
Бэ2 ЩЯЧхвКВтЪдНсЙћ
|
МгСЯЫГађ |
НјЫЎзЧЖШ/NTU |
ЩЯЧхвКзЧЖШ/NTU |
ШЅГ§ТЪ/% |
|
1 |
303.40 |
2.87 |
99.1 |
|
2 |
310.60 |
3.24 |
99.0 |
|
3 |
306.3. |
45.5 |
85.1 |
ДгвдЩЯЪ§ОнжаПЩвдПДГіЃЌЧАСНжжМгСЯЫГађЕФаЇЙћЛљБОЯрЭЌЃЌЕк3 жжЯдШЛВЛПЩШЁЁЃОПЦфдвђЃЌгІИУЪЧДХЗлМгШыЬЋЭэЃЌИЯВЛЩЯВЮМгЛьФ§ЗДгІЃЌЮДФмаЮГЩДХадаѕЭХЁЃ
БЃГжЦфЫћВЮЪ§ВЛБфЃЌЗжБ№ЕїНк3 ИіЛьКЯГижаНСАшЛњЕФдЫааЦЕТЪЃЌМЧТМЯТИїжжзщКЯЯТвЖТжЕФзЊЪ§КЭЯргІЕФЮлЫЎЫЎжЪжИБъЃЌЕУГіШчЯТНсТлЃКдк1 МЖЛьКЯГиКЭ2 МЖЛьКЯГиашвЊПьЫйНСАшЃЌвддіМгЛьФ§МСЁЂДХЗлгыЮлЮяЕФХізВЛњЛсЃЌЕЋЪЧЃЌНСАшЫйЖШВЂЗЧдНПьдНКУЃЌЕБНСАшЫйЖШДяЕН500 r/min ЪБЃЌгы250 r/min ЕФаЇЙћЯрВюВЛДѓЃЌвђДЫЃЌдк1 МЖКЭ2 МЖЛьКЯГивЫВЩгУ250 r/min ЕФНСАшЫйЖШЁЃдк3 МЖЛьКЯГиЃЌвЫВЩгУНЯТ§ЕФНСАшЫйЖШЃЌвдУтНЋЩњГЩЕФЗЏЛЈДђЫщЁЃИУЙЄвеЬѕМўЯТЭЦМі80 r/min ЕФНСАшЫйЖШЁЃ
БЃГжЦфЫћВЮЪ§ВЛБфЃЌНЋMMS-M ЭЖМгжЪСПХЈЖШКуЖЈЃЌЕїНкMMS-AЕФЭЖМгСПЃЈвдAl2O3МЦЃЉЃЌЗжБ№ВтЪдИїжжМгвЉСПЯТЕФCODЁЂзмСзМАзЧЖШжИБъЃЌВЂМЦЫуГіИїЯюЮлШОЮяЕФШЅГ§ТЪЃЌНЋЪдбщНсЙћЛцгкЭМ3 жаЁЃ
ДгЭМ3 жаПЩвдПДГіЃЌЯЕЭГЖдCOD ЕФШЅГ§ТЪБЃГждк75 %вдЩЯЃЌЕБМгвЉСПдк25ЁЋ30 mg/L жЎМфЪБЃЌCOD ЕФШЅГ§ТЪдк85 %зѓгвЃЌЫцзХMMS-AЭЖМгжЪСПХЈЖШЕФЬсИпЃЌCOD ШЅГ§ТЪУЛгаУїЯдЬсИпЁЃ

ЭМ3 CODЁЂзмСзМАзЧЖШШЅГ§ТЪЫцMMS-AЭЖМгСПЕФБфЛЏЧњЯп
ЕБMMS-AЭЖМгСПдк30 mg/L вдФкЪБЃЌЯЕЭГЖдзмСзЕФШЅГ§ТЪЫцзХЭЖМгСПЕФдіМггаЯджјЬсИпЃЌШЅГ§ТЪПЩвдДяЕН97 %ЃЌЕБЭЖвЉСПГЌЙ§30 mg/L КѓЃЌзмСзШЅГ§ТЪШдПЩЫцМгвЉСПЕФдіМгЖјЬсИпЃЌЕЋЧїЪЦЗХЛКЃЌЮЌГждк98 %ЁЋ99 %жЎМфЃЌзюИпДя99.3 %ЁЃОпЬхВЮМћ ИќЖрЯрЙиММЪѕЮФЕЕЁЃ
ИќЖрЯрЙиММЪѕЮФЕЕЁЃ
ЯЕЭГЖдзЧЖШЕФШЅГ§ТЪЛљБОЖМПЩвдЮЌГждк95 %вдЩЯЃЌЕБЭЖвЉСПдк25 mg/L вдФкЪБЃЌЫцзХЭЖвЉСПЕФдіМгЃЌзЧЖШЕФШЅГ§ТЪгаУїЯдЬсИпЃЌПЩвдДяЕН99 %ЃЌЕБЭЖвЉСПМЬајдіДѓЃЌзЧЖШШЅГ§ТЪЬсИпВЛУїЯдЁЃ
злЩЯЃЌдкMMS-M ЭЖМгжЪСПХЈЖШКуЖЈЕФЬѕМўЯТЃЌЕБMMS-AЕФЭЖМгжЪСПХЈЖШЃЈвдAl2O3МЦЃЉдк25ЁЋ30 mg/L жЎМфЪБЃЌИїЯюЮлШОЮяжИБъЖМгаНЯКУЕФНЕЕЭЃЌЫцзХMMS-AЭЖМгжЪСПХЈЖШЕФМЬајдіДѓЃЌИїЯюЮлШОЮяШЅГ§ТЪОљУЛгаУїЯдЬсИпЃЌвђДЫЃЌзюМбЕФMMS-AЭЖМгжЪСПХЈЖШЮЊ25ЁЋ30 mg/LЃЌДЫЪБЃЌCODЁЂзмСзЁЂзЧЖШЕФШЅГ§ТЪЗжБ№ЮЊ85%ЁЂ97%ЁЂ99%зѓгвЁЃ
5 змНс